




1.1釬焊
釬焊與熔化焊不同,它是采用液相線溫度比母材固相線溫度低的金屬材料作釬料,將母材和釬料加熱到釬料熔化,利用液態釬料潤濕母材,填充接頭間隙并與母材溶解和擴散而實現連接母材的方法。
釬焊是一種用于材料連接或材料涂層的熱連接方法,在連接處是通過釬料的熔化或接觸而的擴散作用實現焊接,母材沒有達到熔化溫度。
每種釬料應具有與母材相關的兩個特性:
1)釬料的熔點應低于母材的熔點,
2)釬料在母材上必須浸潤,也就是說,釬料和母材之問的分界面間隙通過擴散實現合金化。
工作溫度是指在釬焊位置釬料浸潤時的條件下最低的表面溫度。
<450℃>450℃>900℃
軟釬焊硬釬焊高溫釬焊
焊接與硬釬焊溫度分布的比較:

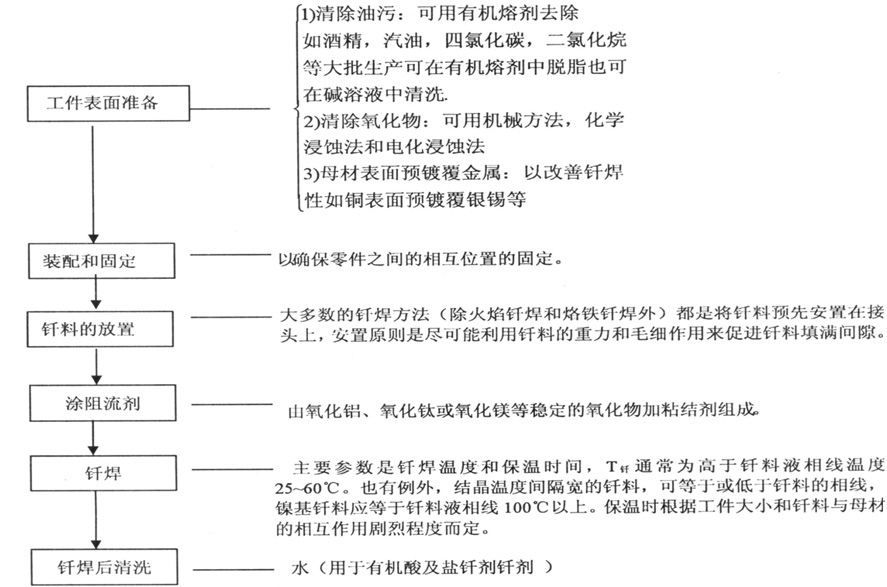
1.2釬焊基本原理
釬焊的生產過程:如釬焊前準備、零件裝配和固定、釬焊、釬焊后清理及質量檢驗等。
其中釬焊過程應包括熔態釬料的填充過程及釬料與母材的相互作用。
(1)熔態釬料的填充過程:
能實現這一過程的必要條件:
釬料的潤濕和毛細作用。
影響釬料潤濕作用的主要因素:
釬料和母材組成;釬焊濕度:
母材表面氧化物;母材表面粗糙度;釬劑。
(2)釬料與母材的相互作用。
這種作用可歸為兩種:
一種是固態母材向液態釬料的溶解;
另一種是液態釬料向母材的擴散。
這些相互作用對釬焊接頭性能影響很大。
1.3釬焊方法分類
根據所使用的熱源來命名及分類,
見表1。


1.4典型釬焊方法介紹
圖2常用釬焊方法
1.6釬焊接頭設計
(1)設計原則:
①首先考慮接頭強度
②其次還要考慮組合件的尺寸精度
零件的裝配定位;
釬料的安置;
接頭問隙等。
(2)接頭設計時應注意的幾點
①搭接長度,它是保證接頭與母材具有相等承載能力的關鍵。
搭接長度

式中:δb——母材的拉接強度(MPa)
δ——釬焊接頭的拉剪強度(MPa)
δ——母材厚度
a——安全參數
在生產實踐中,
銀基、銅基、鎳基等強度較高的釬焊的接頭,搭接長度通常取為薄件厚度的2~3倍;
錫鉛等軟釬料釬焊的接頭,可取為薄件厚度的4~5倍,但不希望搭接長度大于是15mm。因為此時釬料很難填滿問隙,往往形成大量缺陷。
由于工件的形狀不同,搭接接頭的具體形式各不相同。

圖3平板釬焊接頭形式

圖4管件釬焊接頭形式
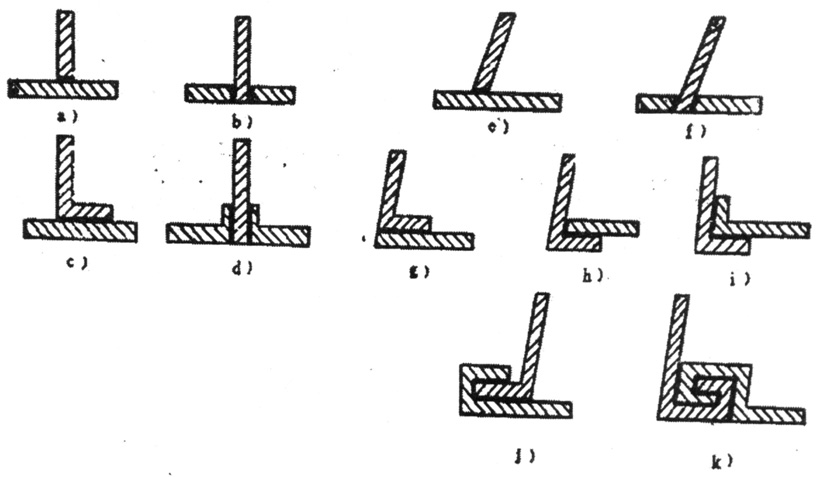
圖5T型和斜角釬焊接頭
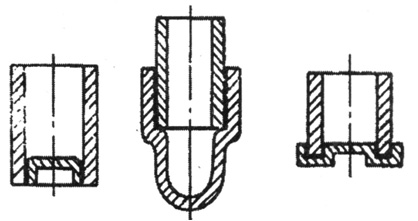
圖6端面密封接頭
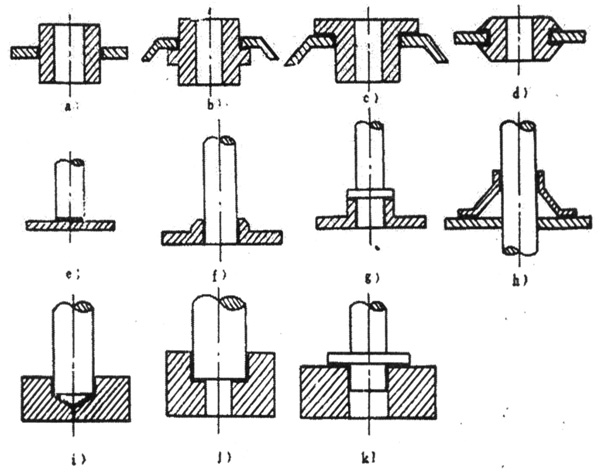
圖7管或棒與板的接頭形式
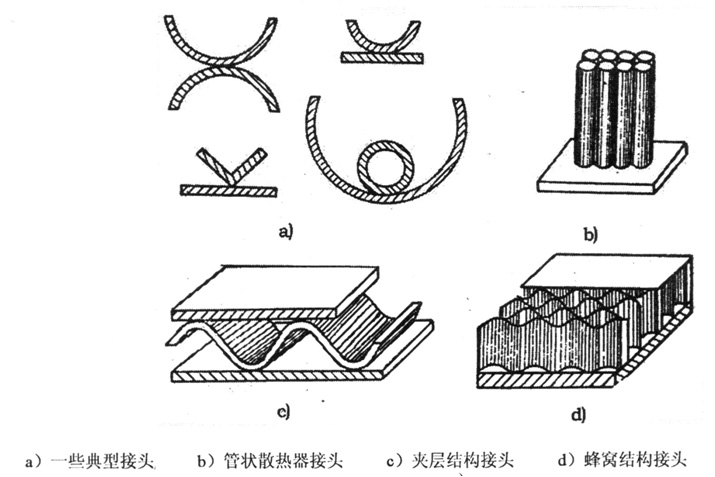
圖8線接觸釬焊接頭
②接頭與載荷關系問題.
接頭設計時應避免再載荷作用下接頭處發生應力集中,另外在受撕裂、沖擊、振動等載荷作用時也應特別注意接頭設計的合理性。
圖9列舉了一些實例。

圖9受動載或重載荷接頭的合理設計或不合理設計(15
③開設工藝孔
工藝孔是指為滿足工藝上的要求而在接頭上開的孔。釬焊時空氣受熱膨脹空氣有可能阻礙釬料的填隙,也可能使已填滿問隙的釬料重新排列,見圖10。

圖l0開設工藝孔示意圖
④接頭間隙
間隙的大小在很大程度上影響釬焊接頭強度和釬縫的致密性。
由于釬焊是靠毛細力作用使釬料填滿間隙的。
間隙過小,釬料流入困難,在釬縫內形成夾渣或未釬透,導致接頭強度下降:
間隙過大,毛細作用減弱,釬料能填滿間隙,也會使接頭的致密性變壞,強度下降。
(3)釬焊接頭質量檢驗
①釬焊接頭缺陷
a、填隙不良、部分間隙未被填滿;
b、釬縫氣孔;c、釬縫夾渣;
d、釬縫開裂;e、母材開裂;
f、釬料流失;g、母材被溶蝕。
②接頭檢驗方法
a、外觀檢查;
b、表面缺陷檢查;
c、內部缺陷檢查:包括X射線和,γ射線、超聲波和致密性檢驗。
④接頭間隙
間隙的大小在很大程度上影響釬焊接頭強度和釬縫的致密性。
由于釬焊是靠毛細力作用使釬料填滿間隙的。
間隙過小,釬料流入困難,在釬縫內形成夾渣或未釬透,導致接頭強度下降:
間隙過大,毛細作用減弱,釬料能填滿間隙,也會使接頭的致密性變壞,強度下降。
(3)釬焊接頭質量檢驗
①釬焊接頭缺陷
a、填隙不良、部分間隙未被填滿;
b、釬縫氣孔;c、釬縫夾渣;
d、釬縫開裂;e、母材開裂;
f、釬料流失;g、母材被溶蝕。
②接頭檢驗方法
a、外觀檢查;
b、表面缺陷檢查;
c、內部缺陷檢查:包括X射線和,γ射線、超聲波和致密性檢驗。
2、釬焊材料
2.1對釬焊材料的基本要求
a)合適的熔化溫度范圍,一般比母材的熔化溫度低;
b)在釬焊溫度下具有良好的潤濕作用,能充填充接頭間隙;
c)與母材的物理、化學作用應保證它們之問形成牢固的結合;
d)成份穩定盡可能減少釬焊溫度下元素的損耗:少含或不含稀有金屬和貴重金屬;
e)能滿足釬焊接頭物理、化學及力學性能等要求。
2.2釬料的分類(重點)
兩大類:
軟釬料(易熔釬料,熔點低于450℃);
硬釬料(難熔釬料,熔點高于450℃)。
軟釬料主要包括:
鉍基、銦基、.錫基、鎘基、鋅基和鉛基等釬料。
硬釬料主要包括:
鋁基、銀基、銅基、錳基、鎳基、金基、鈀基、鎂基、鉬基和鈦基等釬料。
2.3釬料型號(牌號)表示方法
(1)相關標準及規定
(P8/12)

2.4典型釬料簡介
(1)軟釬料(熔點低于450*(2的釬料)
①錫鉛釬料
軟釬料中應用最廣的一種。
高錫鉛合金含Sn61.9%時,即形成熔點為183℃的共晶。
純錫加入鉛后強度提高,在共品成份附近時強度和硬度最高,但導電率則隨鉛量增大而降低。
錫鉛合金中有時加入銻,用以減輕釬料在液態時的氧化程度,并提高接頭的熱穩定性。含銻一般控制在3%以下,以免釬料發脆。若加入銀可使晶粒細化并提高耐腐蝕性。
錫鉛釬料工作溫度不能太高,當溫度高于100%時;強度急劇下降,含錫高的錫鉛料在低溫下有冷脆性。錫鉛焊料已納入國家(GB3131-88)。
①銅基釬料
銅基釬料由于其經濟性好,在鋼、合金鋼、銅和銅合金的釬焊方面獲得了廣泛的應用。標準GB64l8-93中將銅基釬粉分為銅,銅鋅和銅磷釬料。
②銀基釬料
銀基釬料是應用最廣泛的一類硬釬料,由于熔化溫度不很高,能潤濕很多金屬,并且有良好的強度、延性、導熱性、導電性和抗腐蝕性。廣泛應用于釬焊低碳鋼、結構鋼、不銹鋼、銅及銅合金、可伐合金、難熔金屬等。
(3)釬劑
釬劑的主要用途:去除母材和液態釬料表而上的氧化物,保護母材和釬料在加熱過程中不致進一步氧化以及改善釬料對母材表面的潤濕能力。
釬劑應具備以下條件:
①具有足夠的去除母材及釬料表面氧化物的能力;
②熔化溫度及最低活性溫度略低于釬料的熔化溫度;
③在釬焊溫度下具備足夠的潤濕能力。
有關釬劑方面已納入國家標準的有:
①GB/T15829.1-1995軟釬焊用釬劑分類;
標記與包裝
②GB/T15829.2-1995軟釬焊用釬劑樹脂類釬劑
③GB/T15829.3-1995軟釬焊用釬劑有機物類釬劑
④GB/T15829.4-1995軟釬焊川釬劑無機物類釬劑
⑤JB/T6045-1992硬釬焊用釬劑
3、各種材料的釬焊
(1)材料的釬焊性
是指材料對釬焊加工的適應性,即材料在一定的釬焊條件下獲得優質接頭的難易程度。
1)釬焊性的好壞首先與材料表面形成的氧化物成分及其去除的難易程度有關。
例如銅和鐵表面氧化物的穩定性低容易去除,故釬焊性好;鉻的氧化物穩定性高,不易去除,含鉻的金屬必須采用活性大的釬劑或純度高的還原性氣體才能將其除去。鋁的氧化物更難去除,相對來說,鋁的釬焊性就差。
2)釬焊性的好壞還表現在釬焊加熱溫度對工件材料組織及性能的影響上。
例如,硬鋁LYl2的固相線溫度相當低,目前還沒有合適的釬料使其在硬釬焊時不發生過燒,故釬焊性差。
3)釬焊性的又一重要標志是釬料對它的潤濕作用。
多數釬料對銅、鋼的潤濕作用都比較好,對鉬、鎢的差。前者釬焊性好,后者釬焊性差。
4)釬焊性好壞又與工件材料同釬料作用后的產物性能有關。
鈦和鈦合金同大多數釬料作用會在界面區形成脆性化合物相,故鈦的釬焊性差。
又如,低碳鋼在爐中釬焊時對保護氣氛的純度要求較低,而含鋁、鈦等元素的高溫合金只有在真空釬焊時才能獲得良好的釬焊接頭。
總之,釬焊性不但取決于材料本身,而且與釬料、釬劑和釬焊方法有關,故必須根據具體情況進行評定。
(2)釬料的選擇原則
使用要求;
釬料與母材的互匹配;
經濟角度等方面進行全面考慮。
表4給出了各種材料組合適用的釬料。
釬料的選擇具體從以下幾個方面考慮:
①從使用要求出發,對釬焊接頭強度要求不高和工作溫度不高的可用軟釬焊,
對要求導電性好的電氣零件,應選用含錫量高的錫鉛釬料或含銀量高的銀基釬料:
②選擇釬料時,應考慮釬料與母材的相互作用。
③選擇釬料時還應考慮釬焊加熱溫度的影響。
④釬焊加熱方法對釬料選擇也有一定的影響。
⑤從經濟觀點出發,
4、釬焊的質量控制
與熔化焊的質量控制一樣,釬焊的質量控制越來越被各個國家所重視,在歐洲已經頒布了許多相關的標準和規程,包括釬焊接頭的檢驗,釬焊的工藝評定,釬焊操作人員的培訓及考試認證等方面,本節僅將相關標準及規程列舉如下。
Enl3133(2000)硬釬焊硬釬焊工的考試
ENl3134(2000)硬釬焊硬釬焊工藝評定
ENl2797(2000)硬釬焊焊釬焊接頭的破壞性檢驗
ENl2799(2000)硬釬焊硬釬焊接頭的非破壞性檢驗
prENl8279(2003)硬釬焊接頭中的不規則性(缺陷)評定
DVSRichtlinie-1183(2002)金屬材料釬焊培訓課程
1、塑料的類型
塑料是一種以高分子量合成樹脂為主要成份的人工合成材料(合成樹脂是高分子化合物,也稱聚合物。)
生產塑料的原料含有碳,如石油、天然氣、木材、煤、乙烷等,則它屬有機化學范疇。在這些物質中存在不飽合鍵,如單個分子、單體的乙烯、氯乙烯等。這些單分子、單體的物質可以通過化學反應形成多分子(也稱大分子)多體物質,如聚乙烯(PE)、聚氯乙烯(PVC)。由單分子結構的物質(大多為氣態或液態)轉變成多分子結構的物質這一過程稱為聚合作用。
塑料的結構是由鏈狀分子構成,或稱纖維狀分子。與棉花的網狀纖維相類似,是無序卷繞狀。根據分子鏈的構造,塑料可分熱塑性塑料、彈性塑料(合成橡膠)和熱固性塑料(圖1)。

在實際中,人們使用的塑料不是純塑料,而是添加了些輔助材料,如穩定劑、強化劑和著色劑等。由此獲得特殊性能和降低成本。
(1)熱塑性塑料
通過鏈分子的“卷繞’’作用,即分子運動的阻礙作用,塑料在受熱時,不象水那樣只處于一種固定的液態形式,而是處于不同狀態的變化之中,即:硬一彈塑料一熱塑性,達到熱塑性狀態,就可焊接。
在一定溫度下,熱塑性塑料可以達到熱塑性狀態乃至熔融流動,冷卻后,又變成一定的形狀。熱塑性塑料加工成型方便,在固體狀態也有一定的可塑性,能象金屬一樣進行冷加工。由于熱塑性塑料具有這些性能,故適宜于進行二次或多次加工,也可以進行焊接
由于分子結構不同,其材料的強度性能也不同。
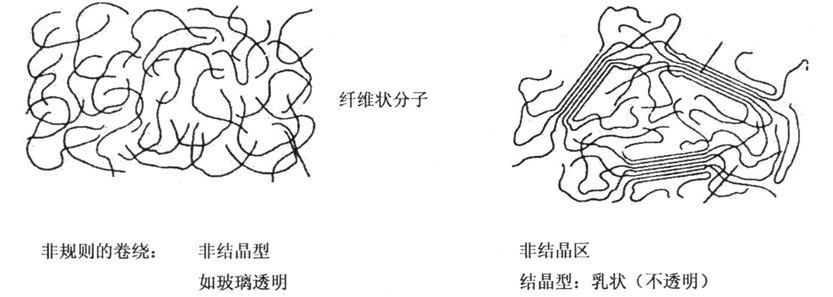
圖2熱塑性塑料的構造
熱塑性塑料溫度升高時開始變軟,溫度降低時恢復原有狀態,等溫度達到熱塑性溫度后,則可以進行焊接。這就是說,纖維狀分子在力的作用下產生運動,使材料發生形變成為可能。冷卻后,熱塑性塑料就凝固成新的形狀。然而,如果對他重新進行加熱,則具有重新恢復原來形狀的趨勢(恢復能力)。
溶解物質的作用也可以使接頭表而達到熱塑性狀態,從而使焊接成為可能。
(2)彈性塑料
該類塑料由于內部結構的原因(粗網目交聯鏈狀分子結構),而不能熔化,不能達到熱塑性狀態,故不具備可焊性。
(3)熱固性塑料
這類塑料由于內部結構的原因(細網目交聯鏈狀分子結構)在受熱時不會變軟,一直處于硬狀態,直到破壞,因此不具備可焊性。從另一角度看,能夠進行焊接的塑料,其材料熔化指數MFI應在某一范圍。
德國標準DIN53735對此做了規定。在DIN16776中給出了MFI的分類組別。德國焊接學會規程2201TI給出了HDPE熔化指數在005—010時可以焊接,每一種塑料都相對應一熔化指數(表1)。
2、熱塑性塑料的焊接原理
熱塑性塑料在熱塑性狀態和壓力的作用下就可實現焊接。
是機械連接(二個焊件纖維狀分子互相非規則的卷繞)。
通常僅相同類型的塑料可以焊接。
熱塑性塑料的焊接原理是:
(1)焊接面處于熱塑性狀態(加熱);
(2)在一固定外壓力的作用下實現焊接(焊接壓力);
(3)保持,冷卻直至接頭凝固結束焊接(冷卻)。
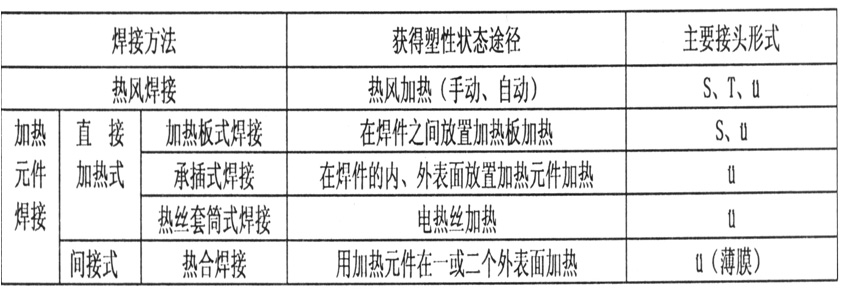
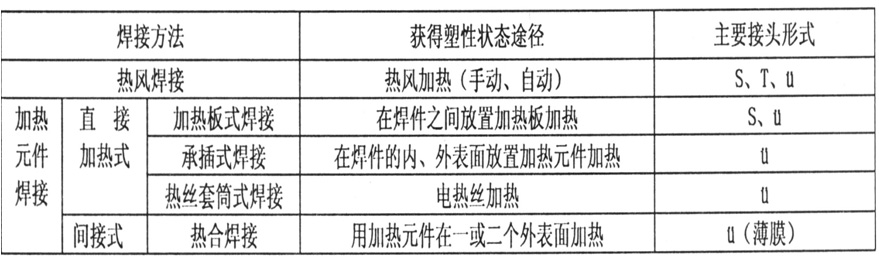
3、熱塑性塑料焊接方法的分類(表2)
3、熱塑性塑料焊接方法的分類(表2)
德國標準DIN191第3部分《塑料焊接方法》
表2塑料焊接方法分類
3、熱塑性塑料焊接方法的分類(表2)
德國標準DIN191第3部分《塑料焊接方法》

4、塑料焊接設備
見德國焊接學會規程DVS2207T3<熱塑性塑料板、管的熱風焊>。
4.1熱風焊設備
1)手工熱風焊接設備
所謂熱風焊就是將熱風作為熱源(見圖3)。
2)機械熱風焊接設備
機械熱風焊接設備用熱風作為熱源,也稱擠壓式焊接設備。(圖4)
4.2加熱元件焊接設備
1)加熱板式焊接設備
德國焊接學會規程DVS2207T1《m管、板加熱元件焊接》規定了加熱板式焊接方法。
加熱板為焊接熱源。加熱板焊機主要由恒溫電加熱板(溫度最高可達270℃)、雙面電動平整切削刀、對中固定支架、壓力裝置等部分組成。、
2)承插式焊接設備
承插式焊接設備以加熱凸凹套模為加熱元件提供焊接熱源用于管道焊接(圖5)。
3)熱絲套筒式焊接設備
熱絲套筒式焊接設備的銅線圈通電后產生焦耳效應,使電熱絲發熱為熱源。該設備主要由電源控制箱、熱絲套筒和固定支架等組成,用于管道焊接(圖6)。
4.3超聲波焊接設備
超聲波焊接設備的主要組成部分:
①超聲波發生器;
②聲波傳遞壓頭;
③振動聲波極和轉換器
④底座;
⑤壓力機;
⑥控制裝置
德國標準DINl320/4規定了聽覺可辨認的噪音為16HZ~16KHZ。工業中應用的超聲波焊接設備的頻率通常是在20~40KHZ之間,超出聽覺范圍,可以不采取防護措施。
4.4高頻焊接設備
高頻塑料焊機由高頻發生器,帶有濾波器的高頻電路、匹配器、工作裝置、控制裝置和電極組成(圖8)。
作用:將網路低頻電能轉變成高頻電能,塑料焊接經常采用的工作頻率為27.12MHZ,并且其偏差為土0.6%,這是國際上認可的工業頻率,其功率一般為0.6~150kW。
PS,PP,PE不適用高頻焊接;硬PVC,軟PVC,ABS,PA適用高頻焊接。
6、焊接工藝
6.1熱風焊
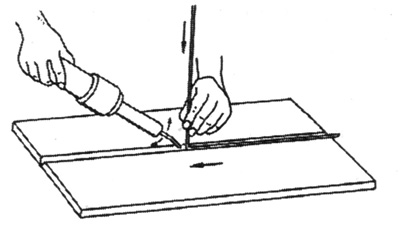
6.1.1手工熱風擺動焊(WF)德國焊接學會規程DVS2207T3對此做了規定
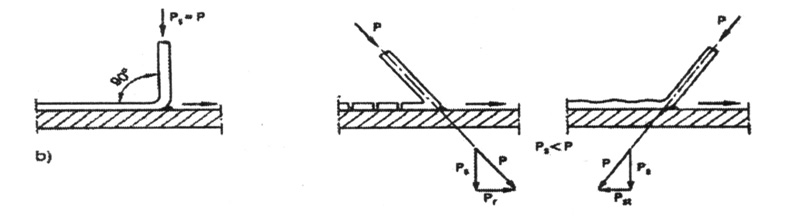
所謂熱風焊就是將熱風作為熱源。焊接材料根據需要可以是焊條(硬),也可以是帶狀的(軟)。焊接時將焊條往坡口里壓,隨著熱風的加熱使焊件坡口側和焊條都處于熱塑性狀態,在外加壓力的作用下實現焊接。通常軟、硬PVC,PE均采用此法焊接,焊接速度在250mm/min左右。
1)手工熱風擺動焊(圖9)
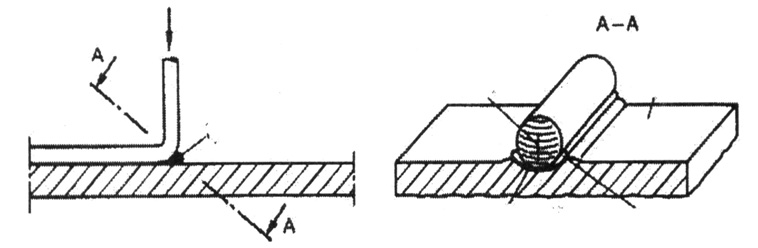
2)坡口形式(圖10)
熱風焊主要用來焊接板材。

3)操作要領(圖11)
6.2加熱元件焊
德國焊接學會規程DV$2207T1對此做了規定
6.2.1加熱板式焊接(HS)(圖16)
6.2.2承插式焊接(圖l7)
6.2.3熱絲套筒式焊接(圖18)
6.3塑料超聲波焊
6.4高頻焊(HF)
(見德國焊接學會規程DVS2219)
7、塑料焊工的培訓與考試
為什么要進行焊工培訓與考試
這了保證焊接質量,受壓塑料管(如氣、水管)的焊接和敷設僅允許按德國氣、水協會(DVGW)的規程GW330來施工,而且只允許通過了考試的焊工上崗,另外還必須有工程監理。
焊接還必須按德國焊接學會注意事項DVS220第一部分實施并制定出合適的焊接工藝要點。
前所述,用于氣和水的塑料壓力管的焊接,只允許使用為其專門設計的焊接設備,即手動加熱元件對焊機,而熱風焊是不允許的。
塑料焊工的培訓和考試要按照DVS2212第一部分進行,在德國可在Aachen或Dortmund兩城市進行。
- 上一篇:釬焊方法 2017-05-26
- 下一篇:銅合金產品退火工藝參數 2017-05-26



